































| Mechanical Properties | Test Method | Value |
|---|---|---|
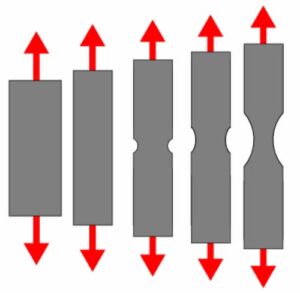
| Ultimate Tensile Strength
| GB/T 1040 | 63 MPa |
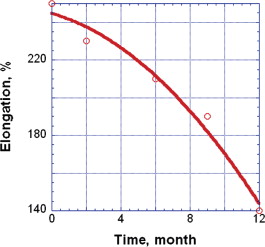
| Elongation at Break
| GB/T 1040 | 20% |
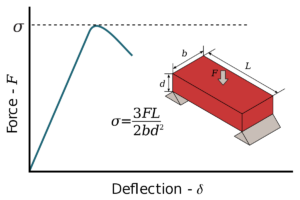
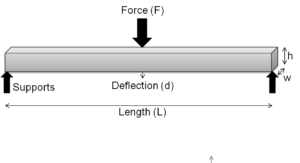
| Flexural Strength
| GB/T 9341 | 74 MPa |
| Flexural Modulus
| GB/T 9341
| 1973 MPa |
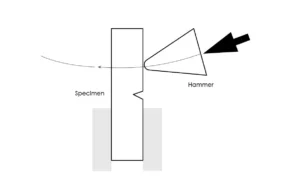
| Notched IZOD
| GB/T 1843 | 9 KJ/m2 |
| Shrinkage
| / | 0.1-0.2% |
| Density
| GB/T 1033 | 1.23 g/cm3 |
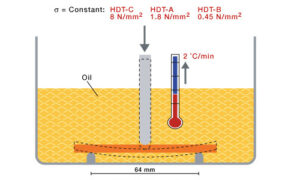
| Heat distortion temperature
| GB/T 1634 | 53 degrees C |