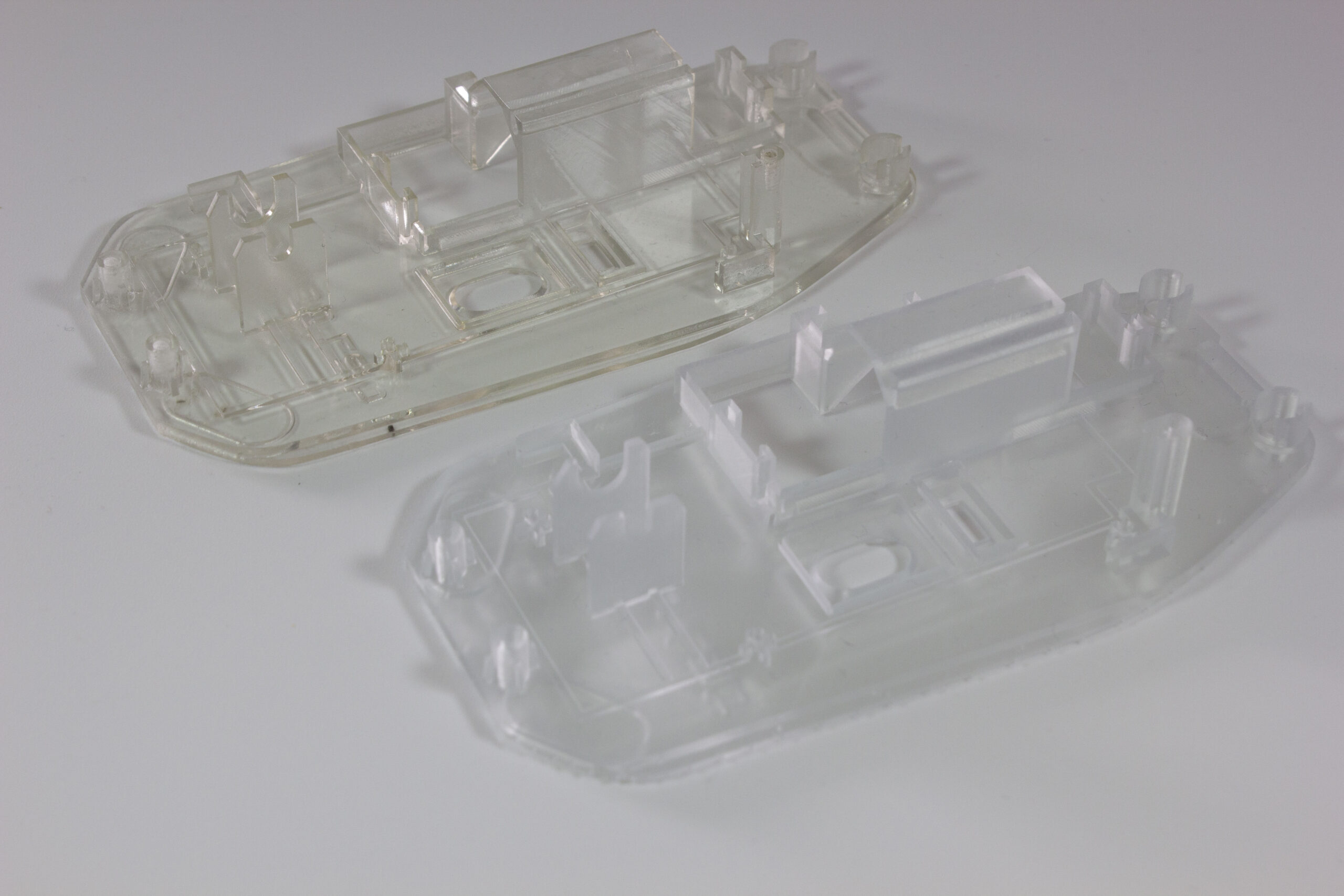
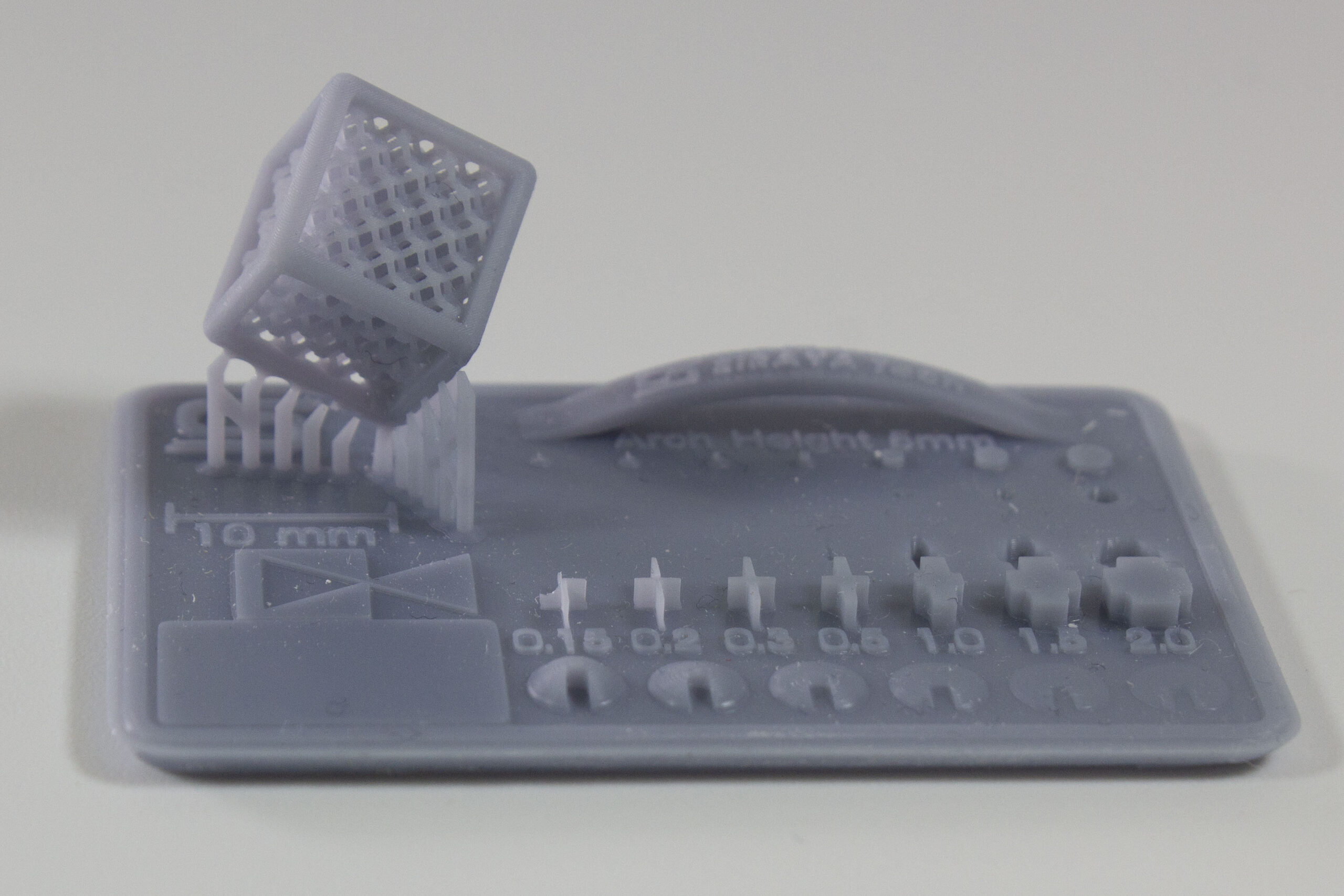
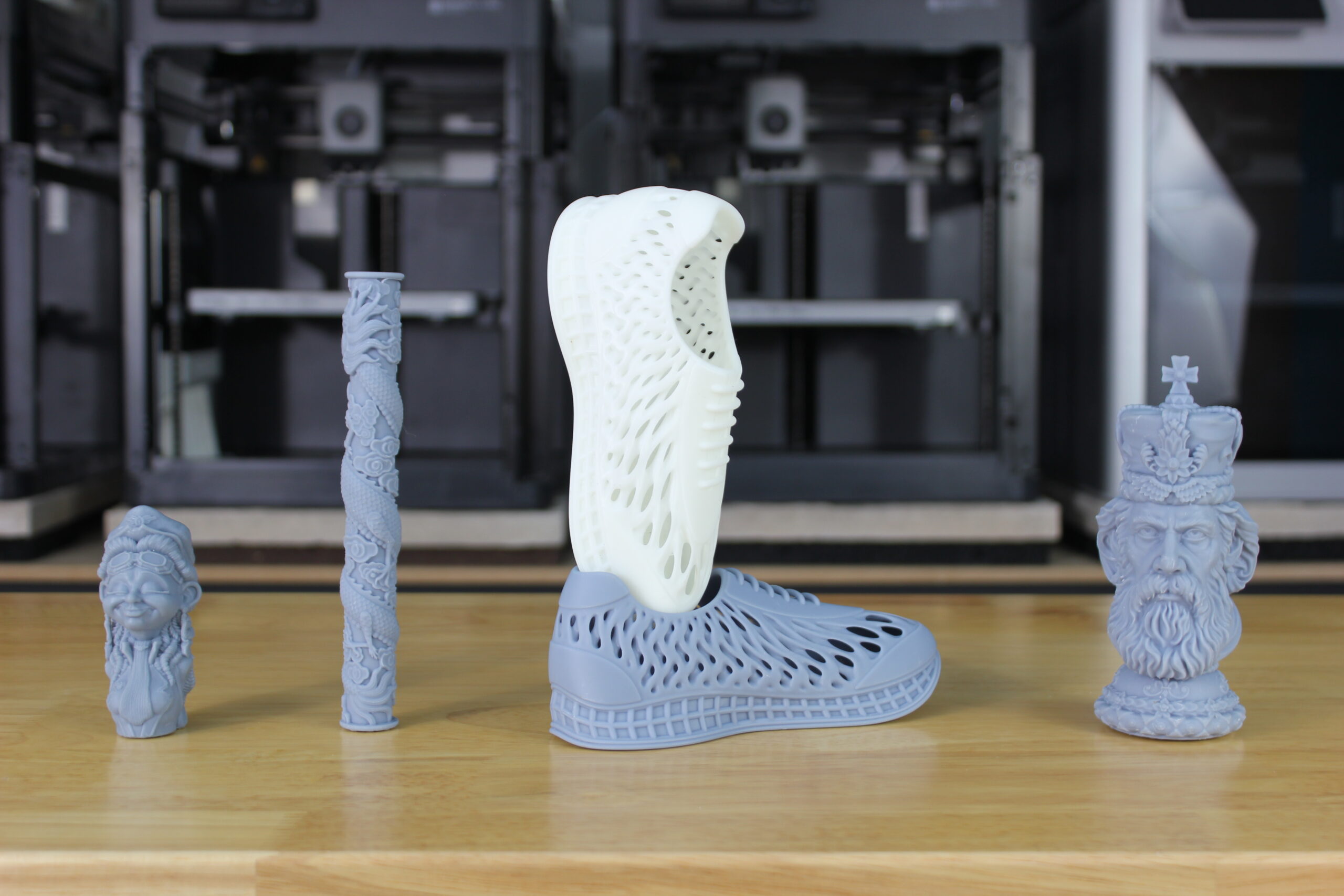
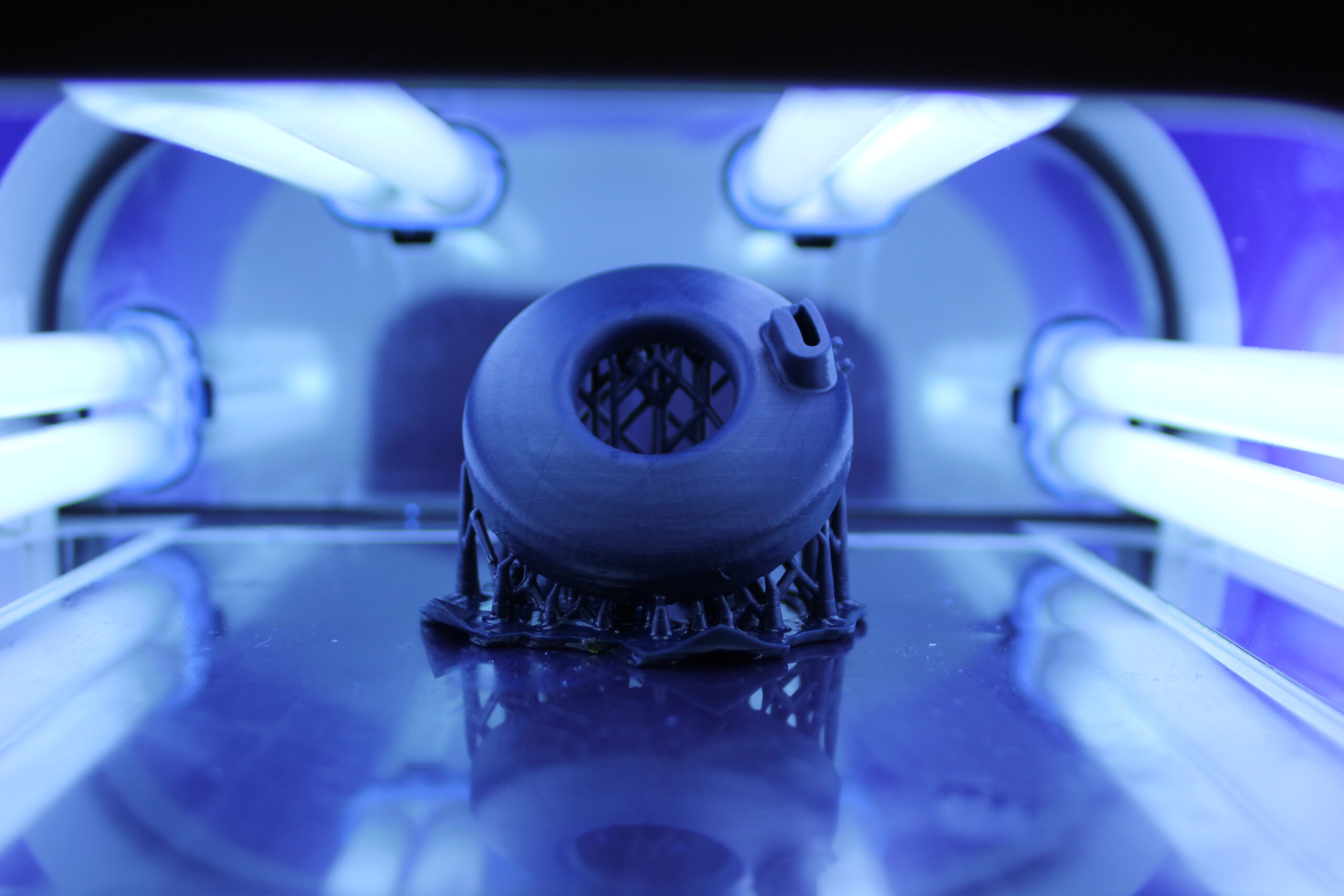
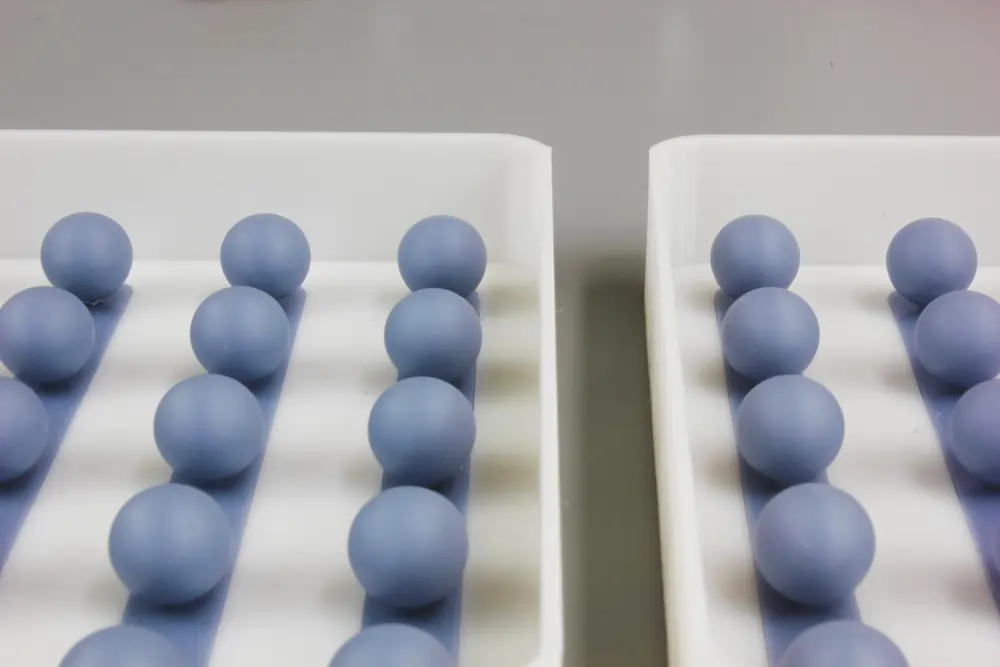
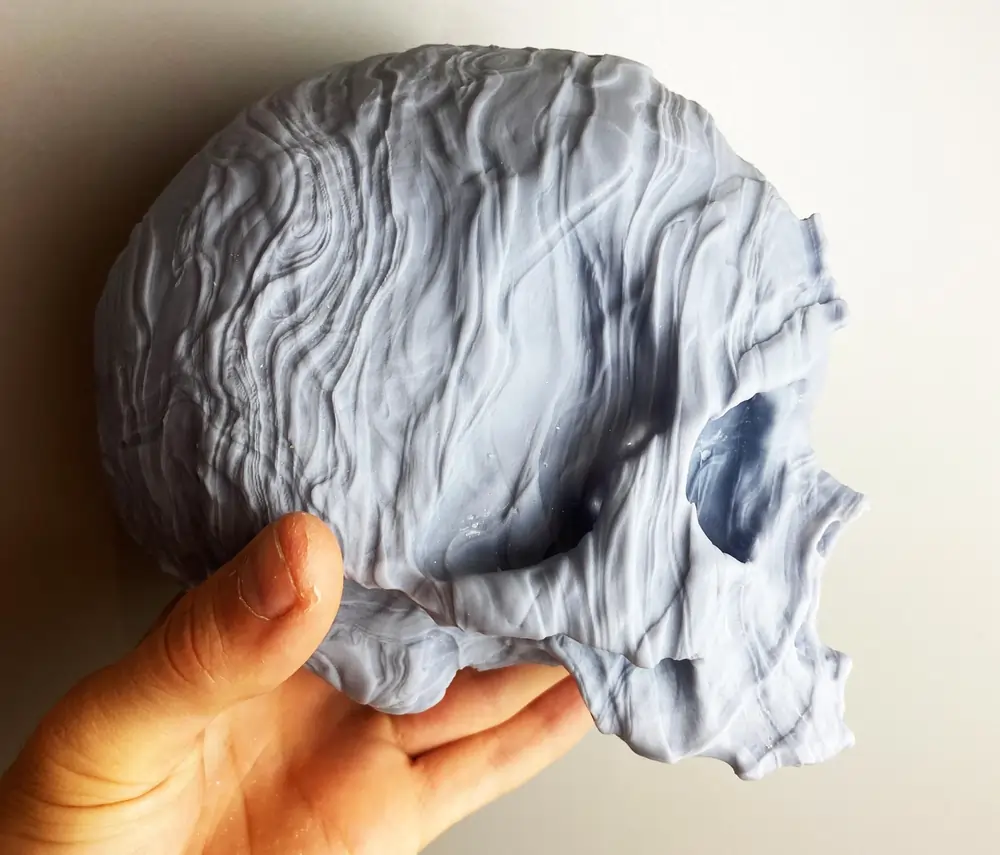
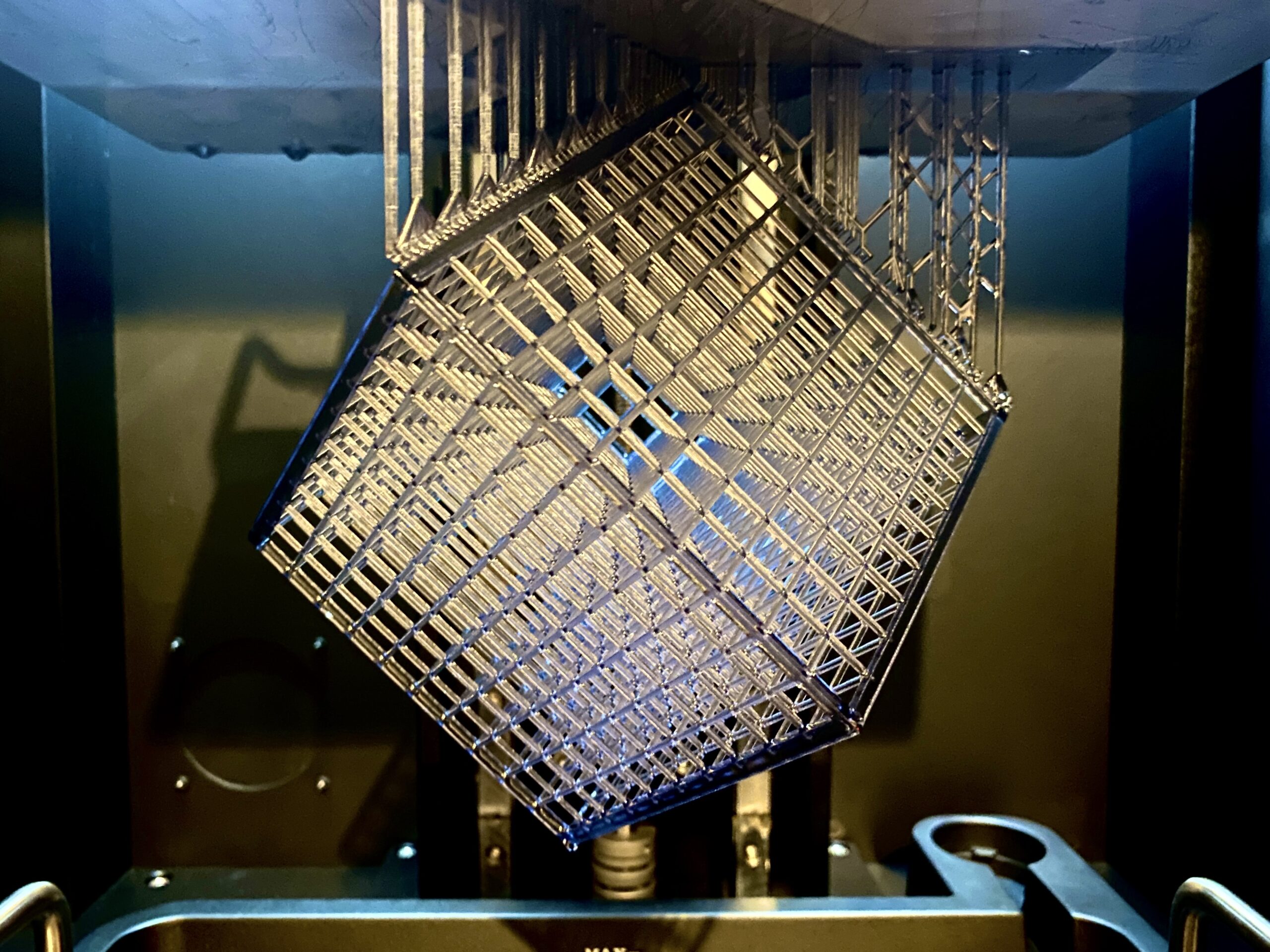
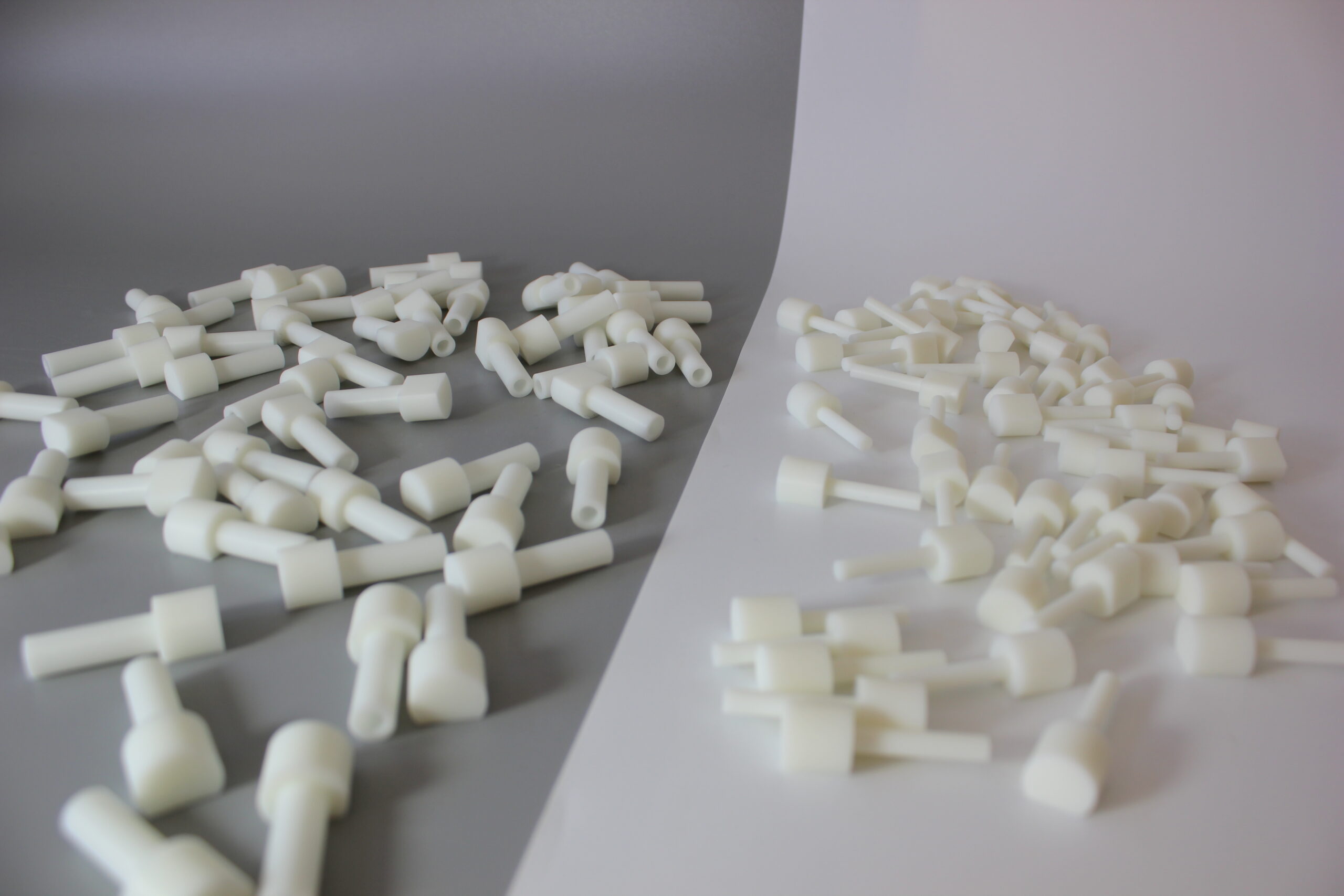
Resin 3D printing services offer a diverse array of material properties tailored to meet specific manufacturing needs. These properties include high resolution, intricate detailing, and smooth surface finishes, making resin printing ideal for creating prototypes, intricate models, and small-scale production parts. Additionally, resins are available with varying mechanical properties, such as flexibility, toughness, and heat resistance, enabling the fabrication of functional prototypes and end-use parts across industries ranging from healthcare to automotive.